 Image 1 of 4
Image 1 of 4
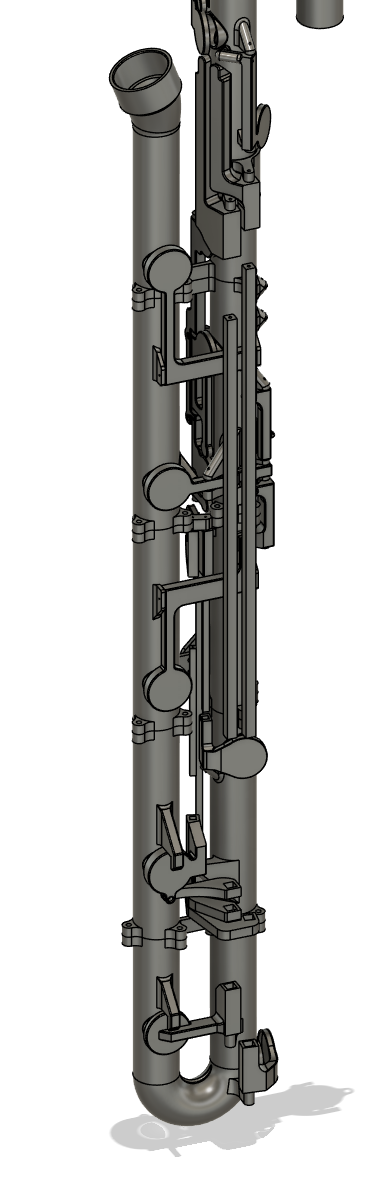 Image 2 of 4
Image 2 of 4
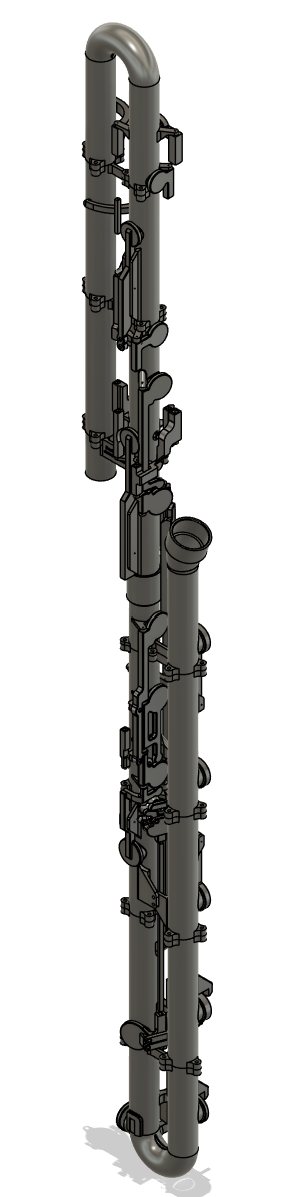 Image 3 of 4
Image 3 of 4
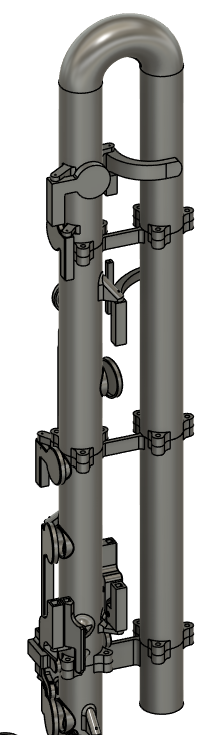 Image 4 of 4
Image 4 of 4
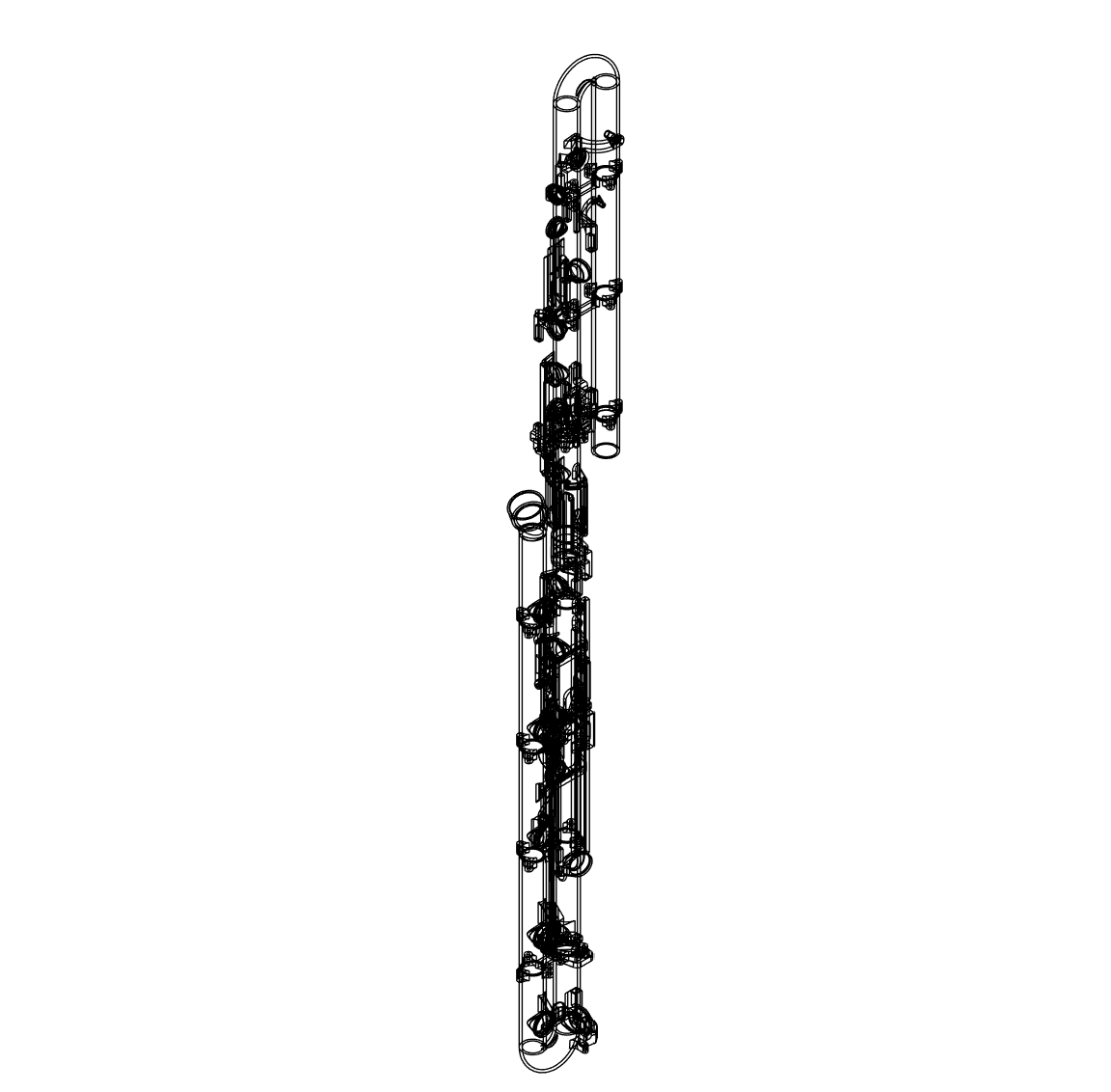
.3mf file: EEEb Octocontra-alto clarinet
PLEASE NOTE: You are purchasing the .3mf files necessary for the construction of the JDWoodwinds designed octocontra-alto clarinet. This project contains 55 individual 3D printed components and many more non-3D printed components. There is no step by step instruction manual included as every printer is different and the steps I took to to assemble this instrument are not necessarily the steps you need to take. There will be a lot of post-processing and fitment, and because of this it should be considered a project for experts in both 3D printing and clarinet repair ONLY. This is not a DIY project, while my hope is that the technology gets easier to use with time, it is not there yet. Please also note that this is not a cheap project either, it will be expensive and time consuming! Files are non-transferable and not for commercial use.
This project is the result of over 7 years of research and development! Not only is this a true octocontra-alto clarinet in EEEb with a range to low C, it is an acoustically optimized instrument designed to produce a full tone with good intonation throughout the range of the instrument. The fingering system is simplified Boehm system with 2 manual register keys. To play the extension notes you just finger a low Eb and push one of the three thumb keys.
No mouthpiece is included as those are difficult to 3D print at home, instead I offer hand finished mouthpieces here. If you wish to make your own mouthpiece it will need to fit in a 40mm diameter socket.
Print settings:
All parts can be made on a printer with a build volume of 256mm x 256mm x 256mm.
I recommend printing all parts in ABS, ASA or PLA+ if temperature resistance is not a concern. For body joints I recommend at least 5 walls when using a 0.4mm nozzle. For the keys I recommend at least 15 walls to ensure the correct stiffness. The support threshold angle can be set under 5 degrees. Make sure that your flow ratio is close to 1 to ensure a good airtight seal. for certain printers you may also need to seal overhangs with cyanoacrylate. For post processing you will need to remove supports and flatten the overhangs with a file. The tone holes will also need to be leveled with a saxophone tone hole file. I personally used about seven rolls of filament. The body joints are held together with nuts and bolts with a o-ring to seal the joint.
Below is a list of non-3D printed components you will need to complete the project, you may need additional materials beyond this list as well:
Music Medic Opus pad: 7.75mm x 1 (press fit into upper register key)
Music Medic Neo pads:
13mm x 1
32mm x 1
34mm x 3
36mm x 1
38mm x 5
40mm x 4
42mm x 7
Rubberized CA glue (for pads)
0.8mm cork sheet x 1 (for neck and middle tenon)
1.6mm cork sheet x 1 (for the bell)
Felt sheet (for key bumpers)
36mm OD x 34mm ID carbon fiber tube, cut to 160mm
Various coil springs:
15mm long x 4mm diameter x 0.3mm wire diameter (I recommend a pack of 50, the majority of open-standing keys use these)
20mm long x 4mm diameter x 0.3mm wire diameter (only 1 needed for low Eb key)
15mm long x 4mm diameter x 0.4mm wire diameter (I recommend a pack of 25, the majority of closed-standing keys use these)
15mm long x 4mm diameter x 0.5 mm wire diameter (Only one needed for the side Eb key )
M5 × 12mm grub screw (I recommend at least 12)
M5 × 25mm screws (for body joints, I recommend at least 50)
M5 × 16mm screws (only 2 needed for the connection between lower joint 3 and 4)
M5 nuts (for body joints)
37mm ID x 41mm OD o-rings (for body joints, I recommend at least 15)
1/8” (3.2mm) x 4’ stainless steel rod x 2 (for left hand levers)
2mm stainless steel rod (you will need at least one piece that is 680mm long and one 570mm piece, all other pieces are under 500mm. I would recommend ordering 20 pieces of 500mm length rod and 2× 3’ pieces separately as that was the most cost effective way for me to do it)
Universal bass clarinet floor peg with hardware
10mm x 10mm x 1000mm square carbon fiber tube x 2
8mm x 8mm x 1000mm square carbon fiber tube x 1
6mm x 6mm x 1000mm square carbon fiber tube x 4
3mm carbon fiber round rod x 300mm (for low C# key)
2 part slow cure epoxy
Extra long 2mm drill bit
Body assembly:
The neck has a built in support that will need to be cut off. After this the 36mm x 160mm carbon fiber tube should be epoxied into the end. Be sure to roughen both surfaces with sandpaper for a good bond. 0.8mm cork can then be applied to the top 30mm of the tube.
The body joints are all assembled using the 25mm bolts, nuts and o-rings. First make sure the o-ring channels are clean then place an o-ring on one side. With the body joints the higher the number the lower down the section is. Study the pictures carefully to confirm orientation. Tighten the bolts slowly going around to make sue one side is not overly tight. I would recommend leveling tone holes and cleaning posts before assembly. Ream out the holes in the posts with a 2mm drill bit.
The middle tenon needs a 0.8mm tenon cork, the bell needs a 1.6mm tenon cork.
The floor peg assembly can simply be press-fit into the lowest section.
Reference Music Medic for pad fitment, the only exception is the upper register key pad which is simply press fit.
Key assembly:
Hinge keys should first be cleaned out with the extra long 2mm drill bit. From here take a 2mm rod and grind one end flat. Then this can be chucked and used as a broach to remove material from the key. Do this until the key moves freely on the 2mm rod but don’t overdo it or the key will be too loose. Note that you should straighten all rods on a bench motor or lathe before use. Pivot keys can be sized in the same manner. To fit keys, use a file to carefully remove material from the end. Longer keys on the instrument use square carbon fiber tube to join two 3D printed sections. Each 3D printed key section has about 20mm of material between the end of the cutout for the tube and the end, use this to size the tubes. Once cut to size, tubes can be glued in with 2 part epoxy, I recommend dry fitting everything first. Again use the pictures for reference. Use felt for key bumpers, cork can also be used if extra thickness is needed. For final assembly cut the stainless rod so that it sticks our a few mm from each end of the posts and de-burr the edge. Lithium grease can be used for lubricant. I recommend a pair of brass jawed pliers for installing and removing the rods. If a rod does not fit continue cleaning posts with a 2mm drill bit until they can slide in, they should be tight enough that they cannot be pushed out with finger pressure. Springs simply fit in the circular cutouts in the body and keys. Open standing keys generally use the 0.3mm wire diameter springs and closed standing keys use the 0.4mm wire diameter springs. The side Eb/Bb key uses a 0.5mm wire diameter spring plus an additional spring if needed.
PLEASE NOTE: You are purchasing the .3mf files necessary for the construction of the JDWoodwinds designed octocontra-alto clarinet. This project contains 55 individual 3D printed components and many more non-3D printed components. There is no step by step instruction manual included as every printer is different and the steps I took to to assemble this instrument are not necessarily the steps you need to take. There will be a lot of post-processing and fitment, and because of this it should be considered a project for experts in both 3D printing and clarinet repair ONLY. This is not a DIY project, while my hope is that the technology gets easier to use with time, it is not there yet. Please also note that this is not a cheap project either, it will be expensive and time consuming! Files are non-transferable and not for commercial use.
This project is the result of over 7 years of research and development! Not only is this a true octocontra-alto clarinet in EEEb with a range to low C, it is an acoustically optimized instrument designed to produce a full tone with good intonation throughout the range of the instrument. The fingering system is simplified Boehm system with 2 manual register keys. To play the extension notes you just finger a low Eb and push one of the three thumb keys.
No mouthpiece is included as those are difficult to 3D print at home, instead I offer hand finished mouthpieces here. If you wish to make your own mouthpiece it will need to fit in a 40mm diameter socket.
Print settings:
All parts can be made on a printer with a build volume of 256mm x 256mm x 256mm.
I recommend printing all parts in ABS, ASA or PLA+ if temperature resistance is not a concern. For body joints I recommend at least 5 walls when using a 0.4mm nozzle. For the keys I recommend at least 15 walls to ensure the correct stiffness. The support threshold angle can be set under 5 degrees. Make sure that your flow ratio is close to 1 to ensure a good airtight seal. for certain printers you may also need to seal overhangs with cyanoacrylate. For post processing you will need to remove supports and flatten the overhangs with a file. The tone holes will also need to be leveled with a saxophone tone hole file. I personally used about seven rolls of filament. The body joints are held together with nuts and bolts with a o-ring to seal the joint.
Below is a list of non-3D printed components you will need to complete the project, you may need additional materials beyond this list as well:
Music Medic Opus pad: 7.75mm x 1 (press fit into upper register key)
Music Medic Neo pads:
13mm x 1
32mm x 1
34mm x 3
36mm x 1
38mm x 5
40mm x 4
42mm x 7
Rubberized CA glue (for pads)
0.8mm cork sheet x 1 (for neck and middle tenon)
1.6mm cork sheet x 1 (for the bell)
Felt sheet (for key bumpers)
36mm OD x 34mm ID carbon fiber tube, cut to 160mm
Various coil springs:
15mm long x 4mm diameter x 0.3mm wire diameter (I recommend a pack of 50, the majority of open-standing keys use these)
20mm long x 4mm diameter x 0.3mm wire diameter (only 1 needed for low Eb key)
15mm long x 4mm diameter x 0.4mm wire diameter (I recommend a pack of 25, the majority of closed-standing keys use these)
15mm long x 4mm diameter x 0.5 mm wire diameter (Only one needed for the side Eb key )
M5 × 12mm grub screw (I recommend at least 12)
M5 × 25mm screws (for body joints, I recommend at least 50)
M5 × 16mm screws (only 2 needed for the connection between lower joint 3 and 4)
M5 nuts (for body joints)
37mm ID x 41mm OD o-rings (for body joints, I recommend at least 15)
1/8” (3.2mm) x 4’ stainless steel rod x 2 (for left hand levers)
2mm stainless steel rod (you will need at least one piece that is 680mm long and one 570mm piece, all other pieces are under 500mm. I would recommend ordering 20 pieces of 500mm length rod and 2× 3’ pieces separately as that was the most cost effective way for me to do it)
Universal bass clarinet floor peg with hardware
10mm x 10mm x 1000mm square carbon fiber tube x 2
8mm x 8mm x 1000mm square carbon fiber tube x 1
6mm x 6mm x 1000mm square carbon fiber tube x 4
3mm carbon fiber round rod x 300mm (for low C# key)
2 part slow cure epoxy
Extra long 2mm drill bit
Body assembly:
The neck has a built in support that will need to be cut off. After this the 36mm x 160mm carbon fiber tube should be epoxied into the end. Be sure to roughen both surfaces with sandpaper for a good bond. 0.8mm cork can then be applied to the top 30mm of the tube.
The body joints are all assembled using the 25mm bolts, nuts and o-rings. First make sure the o-ring channels are clean then place an o-ring on one side. With the body joints the higher the number the lower down the section is. Study the pictures carefully to confirm orientation. Tighten the bolts slowly going around to make sue one side is not overly tight. I would recommend leveling tone holes and cleaning posts before assembly. Ream out the holes in the posts with a 2mm drill bit.
The middle tenon needs a 0.8mm tenon cork, the bell needs a 1.6mm tenon cork.
The floor peg assembly can simply be press-fit into the lowest section.
Reference Music Medic for pad fitment, the only exception is the upper register key pad which is simply press fit.
Key assembly:
Hinge keys should first be cleaned out with the extra long 2mm drill bit. From here take a 2mm rod and grind one end flat. Then this can be chucked and used as a broach to remove material from the key. Do this until the key moves freely on the 2mm rod but don’t overdo it or the key will be too loose. Note that you should straighten all rods on a bench motor or lathe before use. Pivot keys can be sized in the same manner. To fit keys, use a file to carefully remove material from the end. Longer keys on the instrument use square carbon fiber tube to join two 3D printed sections. Each 3D printed key section has about 20mm of material between the end of the cutout for the tube and the end, use this to size the tubes. Once cut to size, tubes can be glued in with 2 part epoxy, I recommend dry fitting everything first. Again use the pictures for reference. Use felt for key bumpers, cork can also be used if extra thickness is needed. For final assembly cut the stainless rod so that it sticks our a few mm from each end of the posts and de-burr the edge. Lithium grease can be used for lubricant. I recommend a pair of brass jawed pliers for installing and removing the rods. If a rod does not fit continue cleaning posts with a 2mm drill bit until they can slide in, they should be tight enough that they cannot be pushed out with finger pressure. Springs simply fit in the circular cutouts in the body and keys. Open standing keys generally use the 0.3mm wire diameter springs and closed standing keys use the 0.4mm wire diameter springs. The side Eb/Bb key uses a 0.5mm wire diameter spring plus an additional spring if needed.